


Lost foam casting (also known as solid casting) is a new casting method in which paraffin or foam models similar in size and shape to the casting are bonded and combined into a model cluster, coated with refractory paint and dried, then buried in dry quartz sand and vibrated for molding. Under negative pressure, the casting is poured to vaporize the model, and the liquid metal occupies the position of the model. After solidification and cooling, the casting is formed.
Advantages of Lost Foam Casting
The casting has high precision and is a new process with nearly no allowance and precise forming. This process does not require mold removal, has no parting surface, and no sand core. Therefore, the casting has no flash, burrs, or draft Angle, and reduces dimensional errors caused by core combination.
The surface roughness of the casting can reach Ra3.2 to 12.5μm. The dimensional accuracy of the castings can reach CT7 to CT9. The maximum machining allowance is 1.5 to 2mm, which can significantly reduce the cost of mechanical processing. Compared with the traditional sand casting method, it can reduce the mechanical processing time by 40% to 50%.
The design is flexible, providing sufficient freedom for the structural design of the casting. Highly complex castings can be cast by combining foam plastic mold sheets.
There is no sand core in traditional casting, so there will be no uneven wall thickness of the casting caused by inaccurate sand core size or inaccurate core placement as in traditional sand casting.
Clean production, no chemical binders in the molding sand, the foam plastic is harmless to the environment at low temperatures, and the recovery rate of used sand is over 95%.
Reduce investment and production costs, lighten the weight of the casting blank, and have a small machining allowance.
Lost Foam Casting Process Flow
1. Make foam plastic vaporization molds (manual, mechanical);
2. The foam plastic vaporizes, and the molds are combined and then dried.
3. After the surface of the foam plastic gasification mold is coated with refractory paint and sprayed, it is dried again (it must be completely dry).
4. Place the specially designed sand box on the three-dimensional vibrating table.
5. Fill in the base sand (dry sand), compact it and level it.
6. Place the dried foam plastic vaporization mold on the base sand, divide it into sand filling according to the process requirements, automatically vibrate it for a certain period of time, and then level the box opening.
7. Cover the opening of the sand box with plastic film, place the pouring cup on it, and connect it to the negative pressure system. After compaction, the molten steel is cast. The foam plastic vaporization mold disappears and the molten metal takes its place.
8. After the casting has solidified, release the vacuum and turn the box over. Take out the casting and proceed to the next cycle.
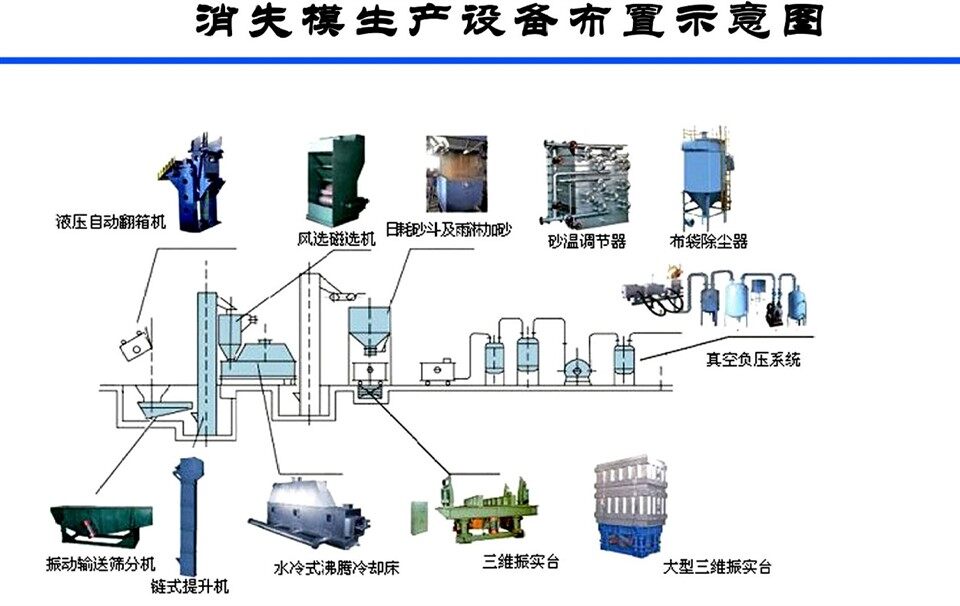
Sand Treatment Process Flow
The box flipping machine turns the sand box, sand and castings over → the sand enters the sand drop hopper (the castings are transported away by the crane and the cross-span flat car) → the sand quantitative gate valve → the vibrating conveying double-stage screen → No. 1 plate chain elevator (hot sand lifting) → the full-screen curtain flow curtain air cooler → No. 2 plate chain elevator (hot sand lifting) → the through magnetic separator → No. 1 transition sand silo → the sand quantitative gate valve → No. 3 plate chain elevator Hot sand lifting → No. 1 sand temperature regulator (9 groups) → Sand quantitative gate valve → No. 4 bucket elevator (heat-resistant belt) → No. 2 sand temperature regulator (9 groups) → Sand quantitative gate valve → No. 5 bucket elevator → No. 1 belt conveyor → No. 2 belt conveyor → Plough type unloader → No. 2 sand silo and No. 3 integrated sand silo.
The transition sand silo is placed in front of the No. 1 sand temperature regulator. During the sand dropping process, the area from the sand dropping point to the transition sand silo is open to facilitate the smooth operation of the entire line of equipment.





